1 Common Shapes and Considerations
Common Shapes
There are many shapes that are commonly bent in metal forming. No single definitive list can encompass all possibilities of bends. Fortunately, many complex bends breakdown into common elements. The most common forms that can be found are:
When we begin to examine complex bent or formed parts, we will see that everything is made-up of the most basic of bends.
Vee Bending – Sharp
The Vee Bend – Sharp is also known as a Sharp Corner or a Sharp Vee Bend. This type of bend is typically used in very ductile or very thin sections (e.g., thin-wall HVAC ducting, metal roofing, and art installations). While it may be done in thicker materials—like steel or aluminum—problems begin to arise from trying to make a sharp bend. Namely, less ductile or thicker materials tend to experience more cracking or tearing due to stress and the higher force required to bend, which ultimately contributes to a higher failure rate. Furthermore, specialty tooling is typically required. This leads to less structural integrity, as the sharp corner will creates a stress point or intensifier, leaving the structure more susceptible to stress failure when compared to using a bend with a radius.
Vee Bending – Radius

The vee bending method using a radius makes up much of all bends used in industry today. They can be found in nearly every piece of formed metal and are generally considered the most reliable and strongest bend due to the radius. While it is noticeable that there will be some stress in the corner being bent, it is much less compared to a Sharp Vee Bend. Additionally, the radius is a controllable aspect of the bend as it may be increased or decreased to accommodate fitment of parts or thickness of materials. While there is a limit to how small a radius can be dependent on the material thickness, there is virtually no limit on how large a radius can be. Typically, for parts that fit together, the smaller parts employ larger radiuses and the larger parts will utilize smaller radiuses to accommodate fitment.
Vee Bending – Deep (Trough)
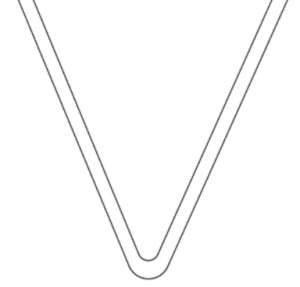
At its core, a Trough Section is nothing more than a Vee Bend – Radius that has advanced a considerable amount past 90 degrees. The primary reason it has its own category is because a typical neutral access or bend allowance calculation may not suffice in the calculation of metal stretch. Additionally, it may react differently to stress. When using this type of bend, specific considerations must be given to these aspects and—most likely—the bend radiuses will need to be enlarged.
Compound Corner

A Compound Corner, much like the Trough Section, is essentially a Vee Bend – Radius. Like the Trough Section, this bend has its own category because the typical neutral access or bend allowance calculation may not suffice in the calculation of metal stretch and it may react differently to stress. The Compound Corner is often used in making lofted bends or making rounded parts using Sharp Vee Bends. The length and stress calculations will differ dramatically from the calculations of a rolled part. This bend is often found in lofted parts, which change ducts from round to square, or when making flat bends into rounds.
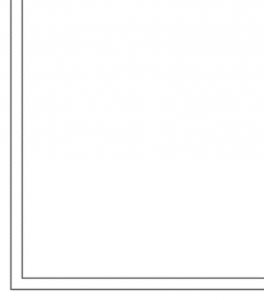
Top Hat
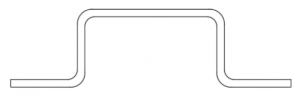
The Top Hat Bend is one in which several areas or sections must be bent in such a manner that the calculations for bending result in a part that is of not only equal lengths but also will remain parallel on both sides of a symmetry line. This type of bend may be toe in or toe out and may involve other forms or bends in-between. It is often found in risers, mounts, and conveyor frames.
Hem
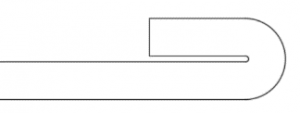
A Hem is a bend that bends the metal 180 degrees back onto itself with nearly no inside radius. This is used extensively in the HVAC duct field making seals and gaskets that join ductwork together or to strengthen an end. It is also used when a metal edge will be exposed; rounding the metal edge with a Hem ensures it will not be sharp.
Press, Boss, Light Breaks
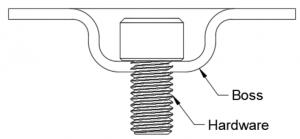
These types of bends rarely have or nominally influence the overall length of a part. Rather, they are simply aspects of a part that a worker must be aware of. While these features do not make the ultimate form of the part, they greatly influence the function. For example, a Boss may be needed to keep spacing, or a Light Break needed for drainage. While some missing features will prevent the part from being assembled, some may not be as noticeable. For instance, a drain pan may be useable but it may not function properly without a Light Break to channel water to the center.